Belt width 1 meter optical sorter
Based on MSWsorting sorting solutions
Optical Sorting Machine use for recyclables separation
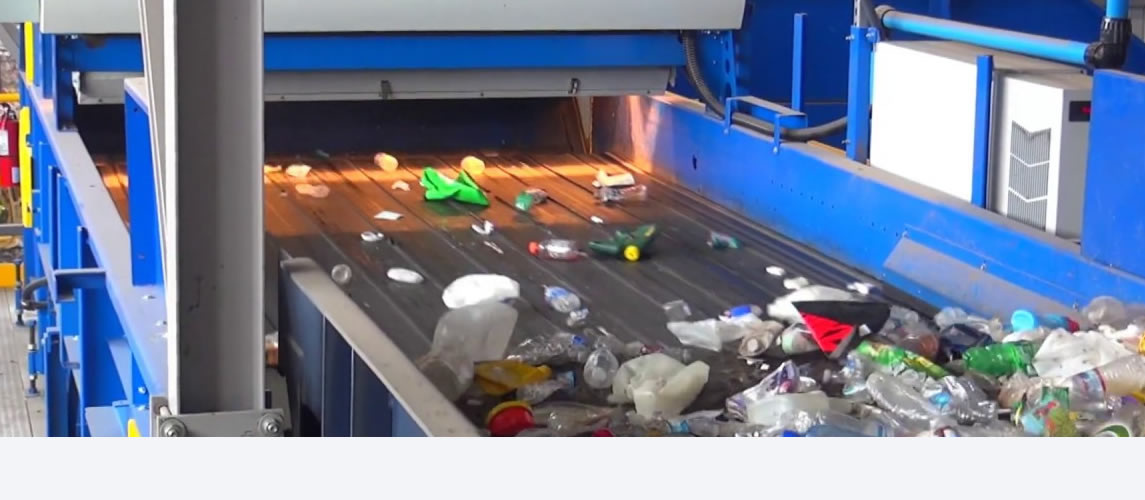
Waste Optical Sorter is an advanced machine that utilizes optical sensors to identify and sort materials based on their optical properties. This sensor-based optical sorting machine can distinguish plastic, paper, metal, glass, and other recyclable materials in mixed waste using a specialized optical sensor system or a high-resolution camera. It typically employs reflected or transmitted visible light (VIS), near-infrared (NIR) light sources, and artificial intelligence (AI) to sort materials according to their color, shape, and composition.
Waste optical sorters are known for their precision and efficiency. Key features include:
High-Speed Cameras: Capture images of the waste stream to identify different materials based on their optical characteristics.
Advanced Sensors: Use near-infrared (NIR), visible spectrum (VIS), and other types of sensors to detect material properties.
Air Jets: Precisely eject identified materials into separate bins or conveyors based on the sorting criteria.
Customizable Settings: Allow operators to set specific sorting parameters for different types of waste materials.
Data Analytics: Provide detailed insights into the sorting process, helping to optimize operations and improve efficiency.
Waste optical sorters are versatile and used in various industries to improve material separation efficiency. Common applications include:
Plastic Recycling: Sorting different types of plastics, such as PET, HDPE, and PVC, for more effective recycling.
Municipal Solid Waste (MSW): Separating recyclables from mixed waste streams to enhance recycling rates.
Metal Recycling: Identifying and sorting ferrous and non-ferrous metals for recycling.
Paper and Cardboard: Sorting different grades of paper and cardboard to improve recycling quality.
Glass Recycling: Separating glass by color and type for better recycling outcomes.
Implementing waste optical sorters in material separation processes offers numerous benefits:
Increased Efficiency: Enhances the speed and accuracy of waste sorting, reducing manual sorting requirements.
Improved Material Recovery: Increases the recovery rate of valuable materials, supporting recycling efforts.
Cost Savings: Reduces labor costs and operational expenses through automated and efficient sorting.
Enhanced Product Quality: Produces cleaner, higher-quality separated materials, improving the value of recycled products.
Environmental Impact: Supports sustainable waste management practices by increasing recycling rates and reducing landfill usage.
We are dedicated to providing high-quality waste optical sorters that meet the diverse needs of our clients. Our sorters are designed with the latest technology to ensure optimal performance and reliability. We offer comprehensive support, from initial consultation and design to installation and maintenance.
Explore our range of waste optical sorters and discover how they can enhance your material separation and waste management processes. Contact us today to learn more about our products and services.
Based on MSWsorting sorting solutions
Based on MSWsorting sorting solutions

Based on MSWsorting sorting solutions

Belt ConveyorManual Sorting Room
For countries with low labor costs, a combination of mechanical and manual sorting can be used, which is a cost-effective waste sorting and recycling solution.
Read More
AI SortingSorting Robot
The artificial intelligence sorting robot with autonomous learning can practice and accumulate sorting data. It can effectively sort various high-value recyclables.
Read More
Optical Sorting
Optical sorter is a automatic sorting device based on sensors, high-speed ejector valve has large processing capacity. It is a good choice for bulk handling project of waste recycling.
Read More