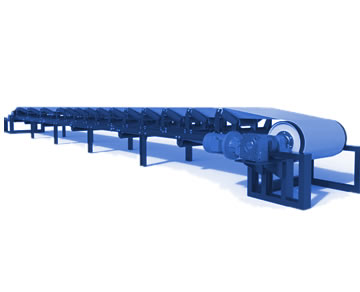
1 meter width belt conveyor
Based on MSWsorting sorting solutions
MUNICIPAL SOLID WASTE SORTING EQUIPMENT

Belt conveyor system consists of two or more pulleys (sometimes referred to as drums), with a closed loop of carrying medium—the conveyor belt—that rotates about them. One or both of the pulleys are powered, moving the belt and the material on the belt forward.
There are two kinds of common belt conveyor: Trough type belt conveyor and frame sliding belt conveyor.
A belt conveyor is a fundamental and highly efficient mechanical system designed for the continuous transportation of materials over a fixed path. In the context of modern waste sorting facilities, it serves as the vital circulatory system, seamlessly moving light waste components such as paper, plastics, and lightweight packaging from one processing stage to the next. Its core principle is elegantly simple: a durable, flexible belt rotates endlessly over a series of rollers, carrying materials placed upon it from a loading point to a designated discharge point. This continuous movement is essential for maintaining the high-throughput, automated workflow required in Material Recovery Facilities (MRFs) and other industrial settings.
The system's basic anatomy consists of two or more pulleys, often called drums, around which a closed loop of the conveyor belt travels. One of these pulleys is connected to a drive motor, providing the power to move the belt. The other pulley, known as the idler or tail pulley, helps maintain belt tension and guides its return path. The belt itself, the central carrying medium, is supported along its carrying run by a series of idler rollers which prevent sagging and ensure smooth material flow. This robust yet straightforward design makes the belt conveyor an indispensable backbone for material handling across countless industries.
Belt conveyors are characterized by several key features that contribute to their widespread use. Their primary advantage is the ability to handle a vast range of material types and sizes over long distances with remarkable reliability and low energy consumption per ton of material moved. They operate with minimal noise and, when properly enclosed, can significantly control dust and debris, which is crucial in waste management environments. Modern belt conveyors can be inclined or declined to move materials between different floor levels, and their speed is easily adjustable to match the processing rate of upstream and downstream equipment, ensuring a balanced material flow throughout the sorting plant.
Another defining feature is their modularity and customizability. Conveyors can be configured in straight lines, curves, and complex layouts to fit the spatial constraints of any facility. Critical components like the belt material—which can be rubber, PVC, or fabric-reinforced—are selected based on the application, whether for abrasive waste, wet conditions, or high-temperature environments. Safety features such as emergency stop cords, belt misalignment sensors, and anti-rollback devices are integral to their design, protecting both the workforce and the machinery. This combination of efficiency, flexibility, and safety solidifies the belt conveyor's role as a critical component in automated material handling systems.
The operation of a belt conveyor is a continuous cycle of loading, transporting, and unloading. The process begins at the infeed or loading point, where light waste components are deposited onto the moving belt, typically from another conveyor, a shredder, or a screening machine. Once on the belt, the material is carried forward by the friction between itself and the moving belt surface. The powered drive pulley, connected to an electric motor via a gear reducer, provides the rotational force. This force is transmitted to the belt, causing it to move along its predetermined path. The belt's carrying side is supported at regular intervals by troughing idler rollers, which are angled to form a shallow "U" shape, helping to center the load and prevent spillage.
As the belt reaches the end of its transport journey, it passes over the head pulley. The change in direction at this pulley causes the materials to be discharged off the belt, either by gravity into a chute, bin, or onto another processing machine. The now-empty belt then loops back on its return run, guided by return idlers, to complete the cycle back at the tail pulley. Tensioning devices, which can be manual or automatic, are crucial for maintaining the correct belt tension. Proper tension ensures sufficient grip on the drive pulley to prevent slippage and guarantees smooth tracking, preventing the belt from wandering off its rollers. This seamless, automated cycle enables non-stop material flow, which is the heartbeat of an efficient sorting line.
Within waste sorting and recycling plants, belt conveyors are ubiquitous, performing a multitude of critical tasks. After initial screening processes, such as trommel or disc screens, separate waste into different size fractions, belt conveyors transport each stream—like the undersized organic fraction or the oversized bulky waste—to their next destination. They are essential for feeding sorted materials into dedicated processing units; for instance, a conveyor might carry a stream of plastics directly to an optical sorter or transport recovered paper to a baler. They also play a key role in quality control, often carrying sorted materials past manual picking stations where workers can remove contaminants or valuable items missed by automated systems.
Beyond transporting raw and sorted materials, belt conveyors are integral to handling the final products of the recycling process. They move large bales of compressed cardboard, PET plastic, or aluminum cans from the balers to storage areas or loading docks for shipment. In facilities with Mechanical Biological Treatment (MBT), conveyors are used to transport stabilized organic waste for composting or energy recovery. Their application extends to the very beginning of the waste stream, where they might be used to unload collection trucks or move waste from a receiving pit to the primary shredder, demonstrating their versatility from the point of waste arrival to the dispatch of recycled commodities.
The implementation of belt conveyor systems in waste management offers profound operational and economic benefits. Their most significant advantage is the dramatic increase in efficiency and throughput they enable. By providing a continuous, automated flow of materials, they eliminate the need for intermittent, manual transportation using forklifts or front-end loaders, which is slower, more labor-intensive, and prone to bottlenecks. This automation allows sorting plants to process larger volumes of waste consistently and reliably, maximizing the recovery of recyclable materials and improving the overall economics of the facility. The steady, controlled movement of material also optimizes the performance of downstream sorting equipment, such as magnets, eddy current separators, and AI robots, which require a consistent feed to operate at peak accuracy.
From a safety and environmental standpoint, belt conveyors offer substantial improvements. They reduce the need for heavy vehicle movement within the plant, lowering the risk of accidents and improving air quality by minimizing diesel exhaust emissions. Enclosed or covered conveyors effectively contain dust, odors, and light materials that could become airborne, creating a cleaner and healthier work environment. Furthermore, their electric drive systems are more energy-efficient than multiple diesel-powered vehicles, contributing to a lower carbon footprint for the recycling operation. The durability and low maintenance requirements of well-designed conveyor systems also translate into long-term cost savings and reduced downtime, ensuring a reliable return on investment and supporting the sustainable goals of modern waste management.
Based on MSWsorting sorting solutions
Based on MSWsorting sorting solutions
Based on MSWsorting sorting solutions

Belt ConveyorManual Sorting Room
For countries with low labor costs, a combination of mechanical and manual sorting can be used, which is a cost-effective waste sorting and recycling solution.
Read More
AI SortingSorting Robot
The artificial intelligence sorting robot with autonomous learning can practice and accumulate sorting data. It can effectively sort various high-value recyclables.
Read More
Optical Sorting
Optical sorter is a automatic sorting device based on sensors, high-speed ejector valve has large processing capacity. It is a good choice for bulk handling project of waste recycling.
Read More